Complete Guide to the Different Types of Valves
Complete Guide to the Different Types of Valves There are many different types of valves, each serving a unique purpose depending on the specific application and system demands.
The chemical processing industry plays a crucial role in manufacturing and supplying essential materials across diverse sectors. At Gemini Valve, we specialize in precise and reliable valve solutions tailored to this industry. Our experience in chemical processing equips us to provide specialized products that ensure performance, safety and efficiency, meeting the industry’s rigorous demands.
The Role of Ball Valves in Chemical Processing
Ball valves serve as key components in chemical processing.
Let’s explore their critical roles in various applications:
![]()
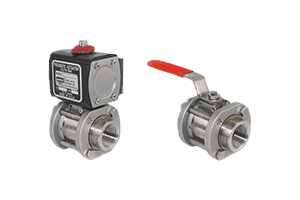
Ball valves precisely regulate the introduction and flow of reactive chemicals, ensuring balanced reactions and process integrity.

Ball valves are integral for maintaining specific temperature and pressure conditions that are essential for controlled chemical reactions and process safety.

In chemical processing, ball valves are crucial for their tight sealing capabilities, which prevent hazardous material leaks and enhance containment safety.
![]()
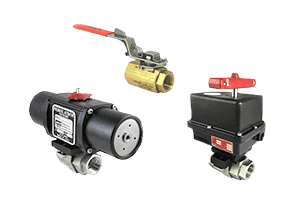
Ball valves play a pivotal role in directing and processing chemical waste streams, maintaining safe disposal and adherence to environmental regulations.
![]()
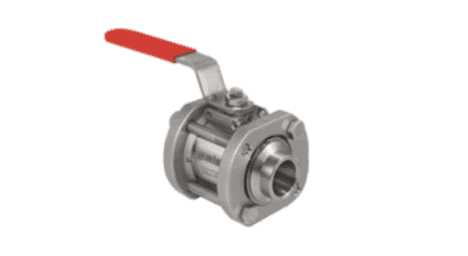
Ball valves enable the streamlined and secure transfer of chemicals within facilities, preventing contamination and ensuring consistent process flow.
Chemical Processing Services From Gemini Valve
Gemini Valve provides a wide selection of valve solutions that can be customized for the chemical processing industry. Every valve we manufacture undergoes stringent testing, guaranteeing that it meets the requirements of chemical processing applications. With more than 50 years of engineering experience, we manage every stage of valve production in-house, from the initial concept to the final testing phase. Our direct sales model offers competitive pricing as well as exceptional value.
Customized for Chemical Processing

Gemini Valve stands out as the go-to provider for ball valve needs in the chemical processing industry thanks to:

Swipe more featured products
Working with Gemini Valve involves a well-organized and systematic approach. Below is a step-by-step guide outlining how we handle each project, from initial consultation to post-delivery support:
Note: Given the specialized nature of our custom solutions, we dedicate resources primarily to projects with significant volume requirements, ensuring our focus and expertise are channeled to best serve our high-volume customers.
Begin with a quote from Gemini Valve for custom valve solutions that meet the needs of your water treatment system.
Request a Custom Quote
Complete Guide to the Different Types of Valves There are many different types of valves, each serving a unique purpose depending on the specific application and system demands.
What do household main water lines, fast food fryers and chemical processing all have in common? Ball valves! These compact, powerful valves are the catalyst for many essential processes.